







BLOG SOBRATEMA
Publicado em 26 de setembro de 2024 por Mecânica de Comunicação
Etanol de milho emite 70% menos carbono do que a gasolina
 A produção de etanol de milho no Brasil chama a atenção pela velocidade de expansão e pelos volumes de investimentos. A tecnologia ainda é uma novidade em solo brasileiro, cujos impactos são pouco conhecidos. Em uma abordagem atribucional, a pegada de carbono do etanol de milho no Brasil é calculada em 18 e 25,5 g CO2eq/MJ (dois cenários distintos para a avaliação das emissões do milho). Esses valores representam uma redução de mais de 70% em comparação com a gasolina e são significativamente menores do que o etanol de milho produzido nos Estados Unidos.
A produção de etanol de milho no Brasil chama a atenção pela velocidade de expansão e pelos volumes de investimentos. A tecnologia ainda é uma novidade em solo brasileiro, cujos impactos são pouco conhecidos. Em uma abordagem atribucional, a pegada de carbono do etanol de milho no Brasil é calculada em 18 e 25,5 g CO2eq/MJ (dois cenários distintos para a avaliação das emissões do milho). Esses valores representam uma redução de mais de 70% em comparação com a gasolina e são significativamente menores do que o etanol de milho produzido nos Estados Unidos.
As principais razões são o uso de biomassa de eucalipto como fonte de energia e do milho de segunda safra, que otimiza recursos na sua rotação com a soja. Já numa abordagem consequencial, a pegada de carbono é de 3,1 g CO2eq/MJ. A diferença é marcante devido ao tratamento dos coprodutos (bioeletricidade) e pelos efeitos diretos e indiretos de uso da terra.
A expansão da área de eucalipto aumenta os estoques de carbono em comparação com outros usos antrópicos da terra. Por sua vez, a coprodução de DDGs (Dried Distillers Grains) desloca o uso de insumos utilizados para a produção de ração animal então existente, dentre eles, a soja. Uma menor expansão da área de soja leva à manutenção de áreas de pastagens, que tem maiores estoques de carbono quando comparados com lavouras anuais. Muito embora o modelo identifique conversão indireta de vegetação nativa, esse efeito é muito menor (em temos de carbono) que os efeitos apresentados anteriormente.
Os resultados permitem a conclusão de que a indústria de etanol de milho tem grande potencial para gerar renda e emprego no estado de Mato Grosso e no Brasil. Avanços recentes em tecnologia agrícola em ambiente tropical possibilitaram a disseminação de sistemas de produção em múltiplas safras, dos quais se destaca o sistema que combina soja de ciclo curto e milho de segunda safra. Além de uma maior produção por área, lavouras de segunda safra permitem uma melhor proteção do solo e a otimização dos recursos das fazendas. A adoção e aprimoramento desse pacote tecnológico levou à rápida expansão dos volumes produzidos de grãos no Centro Oeste do Brasil.
O etanol de milho foi inicialmente adotado no Brasil em usinas “flex”, aproveitando instalações, mão de obra e energia de usinas de cana-de-açúcar. Com os volumes atuais de produção de milho e preços relativamente baixos “na porteira das fazendas”, investidores passaram a dar passos mais ousados transferindo ao Centro Oeste brasileiro e, em particular ao estado de MT, novos pacotes tecnológicos estruturados em usinas grandes (produção de 250 a 500 milhões de litros por ano), que deverão se adaptar às condições locais.
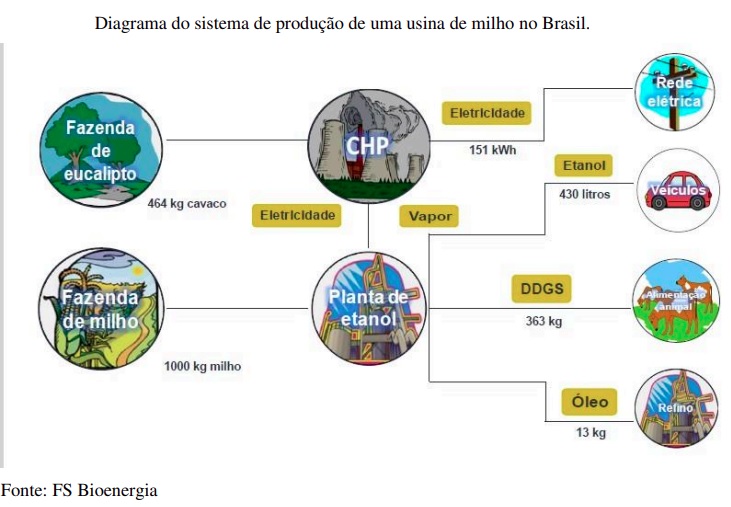
O processo de fabricação no Brasil guarda semelhanças com a tecnologia nos EUA, porém com algumas diferenças importantes. O milho é moído e liquefeito em água, em seguida, segue para a etapa de fermentação que, com adição de enzimas e leveduras, transforma o amido em açúcares e, posteriormente, em etanol. A Tecnologia de Separação de Fibras permite recuperar fibras e proteínas, resultando na coprodução de produtos ricos em nutrientes (DDGs). A energia utilizada pelo processo, que é o vapor e eletricidade e gerada por uma termoelétrica (planta de cogeração) que utiliza biomassa de eucalipto e que fica anexa à fábrica de etanol. O sistema energético deverá ser otimizado de maneira que a eletricidade gerada pela termoelétrica deverá ser superior à demanda dos processos de produção. A eletricidade excedente é vendida à rede distribuidora.
De acordo com dados da FS-Bioenergia, cada 1.000 quilos de milho produzem 430 litros de etanol anidro, 363 kg de DDGs e 13 quilos de óleo de milho bruto. Para a mesma quantidade de milho, são necessários 464 kg de cavaco de eucalipto para atender à demanda de energia da usina, as quais ainda permitem exportar 151 kWh de eletricidade excedente.
As informações acima foram extraídas da dissertação de mestrado Etanol de biomassa de milho - Utilização de aprendizagem de máquina no estudo de casos de caldeira, defendida por Fernando Cesar Calsoni, no Programa de Pós-Graduação em Biocombustíveis da Universidade Federal de Uberlândia, sob orientação do professor Ubirajara Coutinho Filho.






Av. Francisco Matarazzo, 404 Cj. 701/703 Água Branca - CEP 05001-000 São Paulo/SP
Telefone (11) 3662-4159
© Sobratema. A reprodução do conteúdo total ou parcial é autorizada, desde que citada a fonte. Política de privacidade